ПАЙКА МЕДНЫХ ТРУБ
Немецкая фирма «ROTHENBERGER» – крупнейший в Европе производитель и поставщик профессионального инструмента для монтажа, ремонта и обслуживания медных трубдиаметром до 108 мм в системах кондиционирования и холодильной техники, а также оборудование для обслуживания кондиционеров и холодильных систем.
ПАЙКА МЕДНЫХ ТРУБ ИНСТРУМЕНТОМ ROTHENBERGER (Германия)
Техника соединения медных труб легка и надежна. Наиболее распространенной техникой соединения является капиллярная пайка. Данный способ основан на капиллярном эффекте, суть которого заключается в том, что при небольшом расстоянии между стенками двух смачиваемых поверхностей, жидкость за счет адгезии поднимется вверх по капилляру, преодолевая силу тяжести. Именно данный эффект позволяет припою равномерно распространяться по всей поверхности независимо от положения трубы (можно, например, подавать припой снизу).
Для улучшения качества пайки и повышения коэффициента адгезии используются специальные флюсы, а поверхности под пайку предварительно зачищаются.
Это самый надёжный, оптимальный способ соединения медных труб. При соединении труб высокотемпературной пайкой, всю систему можно даже заливать бетоном, замоноличивать, что не допускается при соединении на "скрутки".
1. Общие сведения.
Пайка осуществляется при температуре выше 425°С, но ниже температуры плавления соединяемых металлов. Она происходит за счет поверхностных сил адгезии между расплавленным припоем и нагретыми поверхностями основных металлов. Припой распределяется в соединении под действием капиллярных сил.
Нельзя путать пайку твердым припоем с пайкой мягким припоем, хотя операции очень близки. Соединение металлов при пайке мягким припоем происходит при температуре ниже 425 °С.
2. Припои.
 Мягкие припои. Мягкие припои.
Припои для фитингов.
Качественные мягкие припои в соответствии с DIN EN 29453, для соединения пайкой медных труб с медными, из красной бронзы и латунными фитингами в системах горячего и холодного водоснабжения в соответствии с DVGW, предписание GW 2, не содержат флюс, используются с соответствующей пастой РОСОЛ 3.
Стандартный припой.
Используется при проведении обычных работ по пайке белой жести, меди и латуни, а также для лужения, не подходит для пайки питьевых водопроводов и электронных систем.
Радиоприпой.
Используется при проведении любых работ по пайке при производстве электротехники и систем связи, не подходит для пайки питьевых водопроводов.
Припой для электронных схем.
Используется при пайке электротехники, электронных систем, микросхем, не подходит
для пайки питьевых водопроводов.
 Пасты для пайки фитингов РОСОЛ. Пасты для пайки фитингов РОСОЛ.
Качественные пасты, используются с мягким припоем, в соответствии с DIN EN 29453, содержат флюс в соответствии с DIN EN 29454-1 3.1.1.C, проверены по DVGW регистрационный № Fl 028, для соединений пайкой медных труб с медными, из красной бронзы и латунными фитингами в системах горячего и холодного водоснабжения в соответствии с DVGW, предписание GW 7, содержание припоя 60%, остатки флюса на 100% растворимы в воде.
Твердые припои
РОТЕНБЕРГЕР РОЛОТ – специальные твердые припои, особенно подходят для капиллярно-щелевой пайки при монтаже медных труб в системах холодного и горячего водоснабжения, открытых и закрытых отопительных систем, в соответствии с DVGW, предписание GW 2, систем газоснабжения (жидкий, природный газ), а также для монтажа холодильных систем/систем кондиционирования и маслопроводов. Припои РОТЕНБЕРГЕР РОЛОТ специально предназначены для капиллярно-щелевой пайки медных трубопроводов,
смонтированных без использования фитингов. Серебросодержащие медно-фосфорные припои имеют более высокие деформационные характеристики и рекомендуются к использованию для пайки систем, подверженных высоким температурным и механическим нагрузкам
- Не пенятся
- Жаростойкие до 200° C
- При пайке соединений меди с медью не требуется флюс
- При пайке соединений с латунью, красной бронзой, меднооловянными сплавами,
медноцинковыми сплавами используется флюс LP 5
- Не наносят вред окружающей среде, не вызывают коррозию, имеют улучшенную текучесть.
Качество и прочность пайки зависит в большей степени от физических параметров соединения и операций пайки, чем от припоя. Эти параметры определяют выбор оптимального припоя для того или иного соединения.
Медно-фосфорные твердые припои специально разработаны для пайки меди, латуни, бронзы и комбинаций этих металлов.

Медно-фосфорные припои.
При пайке латуни или бронзы используют флюс для предотвращения образования окисного покрытия на основных металлах.. При пайке меди и медных соединений, медно-фосфорные припои являются самофлюсующимися.
В связи с хрупкостью соединения, возникающей из-за фосфорной составляющей припоя, нельзя применять медно-фосфорные припои для пайки цветных металлов с содержанием никеля выше 10%. Эти припои не рекомендуется также использовать для пайки алюминиевой бронзы.
В отличие от медно-фосфорных сплавов твердые серебряные припои не содержат фосфор.
Серебряные припои.
Эти припои применяют для пайки цветных металлов, меди и сплавов на медной основе, за исключением алюминия и магния, для пайки, которых необходим флюс.
Необходимо принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием паров кадмия.
В большинстве случаев пайку соединений осуществляют при помощи нескольких марок припоев. Сплав с содержанием серебра 15% - это медно-фосфорный припой, а сплав с содержанием серебра 45% - это серебряный припой.
3. Пайка.
3.1. Пайка двух медных труб с использованием медно-фосфорного припоя при помощигорелок Ротенбергер.
3.1.1. Уменьшающееся пламя горелки указывает на избыточное количество газообразного топлива в газовой смеси, которое превышает содержание кислорода (рис. 1).
Рис. 1. Оптимальный вид пламени горелки для пайки твердым припоем: 1 -факел пламени, насыщенный газом; 2 -факел ярко синего цвета
Незначительно уменьшающееся пламя нагревает и очищает поверхность металла для операции пайки быстрее и лучше.
Сбалансированная газовая смесь содержит равное количество кислорода и газообразного топлива, в результате чего пламя нагревает металл, не оказывая другого воздействия (рис. 2).
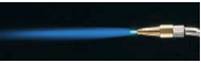 
Рис. 2. Факел пламени горелки при сбалансированной газовой смеси (ярко синего цвета и небольшой величины)
Пересыщенная кислородная смесь - это газовая смесь, содержащая избыточное количество кислорода, в результате чего образуется пламя, которое окисляет поверхность металла. Признаком этого явления служит черный окисный налет на металле (рис. 3).
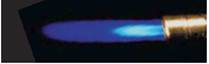 
Рис. 3. Факел пламени горелки, насыщенный кислородом (бледно-голубого цвета и маленький)
3.1.2. Необходимым условием надежной пайки является чистота поверхности. Перед операцией пайки очищают соединяемые металлические поверхности от грязи без абразивными губками РОФЛАЙЗ. ( Использование абразивных материалов для зачистки строго воспрещено! )

Необходимо предотвратить попадание масла, краски, грязи, смазки и алюминия на поверхность соединяемых металлов, иначе они будут препятствовать попаданию припоя в соединение, смачиванию и соединению припоя с металлическими поверхностями.
Пайка без использования фитингов
При соединении двух труб одного диаметра в системах холодного и горячего водоснабжения, а также в отопительных установках, где температура теплоносителя не превышает 110C, можно обойтись без фитинга. С помощью специального приспособления – экспандера – окончание одной из соединяемых труб можно самостоятельно расширить для капиллярной пайки. Такая операция возможна при работе с мягкой или отожженной медью.
3.1.3. Для пайки одну трубку вставляют в другую так, чтобы она входила на длину не менее диаметра внутренней трубы. Между стенками внутренней и наружной труб должен быть зазор 0,025-0,125 мм (рис. 4).
Рис. 4. Установка соединяемых пайкой труб
3.1.4. Соединяемые трубы, нагревают равномерно по всей окружности и длине соединения.
Обе трубы нагревают пламенем горелки в месте соединения, равномерно распределяя теплоту (рис. 5). При этом сам припой нагревать не следует. Соединение не должно быть нагрето до температуры плавления металла, из которого изготовлены трубы. Применяют горелку соответствующего размера с несколько уменьшающимся пламенем. Перегрев соединения усиливает взаимодействие основного металла с припоем (то есть усиливает образование химических соединений). В итоге, такое взаимодействие отрицательно влияет на срок службы соединения (рис. 6).
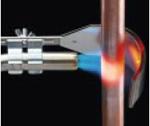 
Рис. 5. Размещение горелки при пайке труб: 1 -наружная труба; 2 -горелка; 3 -зона нагрева; 4 -внутренняя труба
Если вводить в зону пайки припой и пламя горелки одновременно, то соединение нагреется неудовлетворительно. Внутренняя труба достаточно не прогревается, а расплавленный припой не будет затекать в зазор между соединяемыми трубами (рис. 7).

Рис. 7. Распределение припоя в соединении труб:
а - внутренняя труба разогрета до температуры пайки, а наружная труба имеет более низкую температуру;
б - наружная труба разогрета до температуры пайки, а внутренняя труба имеет более низкую температуру;
в - обе трубы разогреты равномерно до температуры пайки
Если равномерно разогревать всю поверхность концов спаиваемых труб, то припой плавится под воздействием их теплоты и равномерно поступает в зазор соединения (рис. 7, в).
3.1.5. Трубы для пайки достаточно прогреты, если пруток твердого припоя плавится при контакте с ними. Для улучшения пайки, предварительно прогревают пруток припоя пламенем горелки (рис. 8).
Рис. 8. Расположение горелки и прутка припоя при пайке соединения концов труб, нагретых до тусклого вишнево-красного цвета: 1 -горелка; 2 -внутренняя труба; 3 -пруток припоя; 4 -наружная труба
3.1.6. Под воздействием капиллярных сил припой поступает в соединение. Этот процесс протекает хорошо, если поверхность металла чистая, выдержан оптимальный зазор между металлическими поверхностями, концы труб в зоне соединения достаточно нагреты (расплавленный припой течет по направлению к источнику теплоты) (рис. 9).

Рис. 9. Перемещение припоя в зазоре между трубами при пайке
3.2. Соединение меди с латунью с помощью твердого медно-фосфорного припоя.
3.2.1. Выполняют указанные выше операции для соединения меди с медью.
3.2.2. Перед нагревом соединения наносят небольшое количество флюса, чтобы обеспечить смачивание припоя на поверхности латуни.
3.2.3. По завершении операции пайки тщательно удаляют остатки флюса горячей водой и щеткой. Большинство видов флюса вызывают коррозию и должны быть полностью удалены с поверхности соединения.
3.3. Соединение стали со сталью, медью, латунью или бронзой с помощью серебряного припоя.
3.3.1. Выполняют указанные выше операции для соединения меди с медью. 3.3.2. До нагрева, на соединение наносят флюс для последующего смачивания и перемещения расплавленного припоя в зазоры между соединяемыми деталями.
3.3.3. Нагревают пруток припоя и затем окунают его во флюс. Припой покрывается тонким слоем флюса, что предотвращает образование окисного покрытия на его поверхности (окиси цинка).
3.3.4. По завершении операции пайки тщательно удаляют остатки флюса.
4. Флюсы.
Флюс поглощает определенное количество окислов.
Вязкость флюса увеличивается при насыщении его окислами. Если после пайки остатки флюса не удалять, то это приведет к попаданию его в соединение и со временем может вызвать коррозию и утечку.
При пайке используют минимальное количество флюса, а затем тщательно счищают его остатки после завершения данной операции.
Флюс наносят вдоль поверхности, а не в соединение. Он должен попасть в соединение до припоя.
5. Правила пайки.
5.1. Применяют несколько уменьшающееся пламя, которое создает максимальный нагрев, и очищает соединение.
5.2. Металлические поверхности очищают и обезжиривают.
5.3. Проверяют взаимное расположение деталей и зазоры.
5.4. При пайке наносят минимальное количество флюса снаружи соединения. При пайке меди с медью при помощи медно-фосфорных припоев флюс не требуется.
5.5. Для пайки нагревают соединение равномерно до требуемой температуры.
5.6. Припой наносят на соединение. Проверяют его равномерное распределение в соединении, используя для этой цели паяльную горелку. Расплавленный припой течет в сторону более нагретого места соединения.
5.7. Остатки флюса тщательно удаляют после пайки.
5.8. Важным моментом пайки является быстрое выполнение этой операции. Цикл нагрева должен быть коротким, и следует избегать перегрева.
5.9. При пайке необходимо обеспечить соответствующую вентиляцию, так как может появиться вредный для здоровья дым (паров кадмия из припоя и фтористых соединений из флюса).
Ремонтная фирма приднестровский сервис производит ремонт холодильников(морозильников).стиральных и сушильных машин.кондиционеров (мазганов).телевизоров(LCD,PLAZMA,LED).ремонт бойлеров.компьютеров(GPS навигаторов,ПЛАНШЕТОВ. ЭЛЕКТРОННЫХ КНИГ).фотоаппоратов и видеокамер.dvd видео и стереосистем.газовых и электрических плит,печек .посудомоечных машин.кухоных комбаинов.пылесосов.кофе машин. а также любой бытовой техники на дому у клиента.гарантия качества!установка и заправка кондиционеров и холодильников подходящим для них газом.в наличии ест все виды газа!!!!!самые низкие цены.работаем без выходных.приезд техника бесплатно Тирасполь.Бендеры.Слободзея.Владимировка.Константиновка.Фрунзе. Первомайск.Никольское. Новокотовск.Суклея.Карагаш.Парканы.
.gif) 077-546-259 или 069-566-852 077-546-259 или 069-566-852
 работаем 24 часа без выходных работаем 24 часа без выходных
Источник: http://ремонт холодильников в Тирасполь.Бендеры.Слободзея.Владимировка.Константиновка.Фрунзе. Первомайск.Никольское. |








